




Realicé unos topes en PLA con una impresora 3D Bambu Labs P2S. Salieron casi perfectos, pero cada vez que entre ellos había algún tipo de interacción longitudinal el tope termina rompiéndose por el sitio más débil, el vástago que lo conecta con el chasis del vagón. El motivo es la forma en la que imprimí el tope: poner el plato sobre la cama de impresión y a partir de aquí sube la impresión hacia arriba por el eje Z.
El motivo para el cambio de paradigma es que mientras en el eje Z entran muchos filamentos pegados al de debajo por el calor de la impresión, y por tanto tenemos muchas zonas de contacto entre filamentos, en el eje X o el eje Y los filamentos son menos y la fuerza que realizan es mayor al haber menos zonas de contacto entre ellos.
No voy a entrar en demasiados detalles técnicos que pueden explicar de mejor manera otra gente (ver enlaces). La muestra se puede ver en estas fotos en las que se observa lo que quiero decir más arriba.
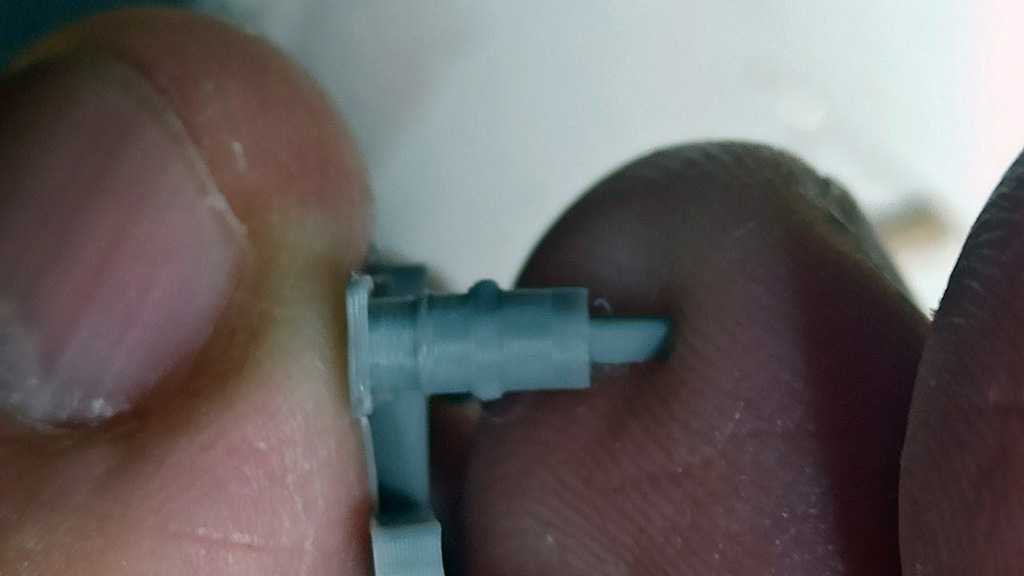 |  |
En este lado izquierdo podemos observar el mismo tope realizado en un conjunto de cuatro a partir del plato hacia arriba en el eje Z. El planteamiento de que las formas cilíndricas del mismo quedarán más homogéneas era la opción para su impresión. En este caso el plato es mucho más resistente por las fuerzas horizontales en el mismo, mientras que las partes cilíndricas son menos resistentes debido a las fuerzas verticales. El relleno prácticamente está en el interior, y podría influir, pero poco debido a que la pieza es muy pequeña. Un relleno de entre el 30% y el 50% mantendrá mejor unidas las capas. | En este lado derecho el tope se ha realizado acostado sobre la cama con un soporte para que quedara más fuerte en la tracción horizontal. El problema es que la altura de capa de 0,2 en piezas tan pequeñas se puede llegar a apreciar. En este caso el plato es mucho menos resistente por las fuerzas verticales en la periferia, mientras en el centro del plato y las partes cilíndricas es más resistente. Al igual que en la impresión vertical no creo que pueda influir mucho el relleno, si bien sería importante para mantener unidas las paredes exteriores. |
Alguno pensará que la mejor manera de realizarlos es en una impresora de resina o de filamento en un ángulo que tienda más a la horizontalidad, quizás entre 15 y 45 grados para la resina y 45 grados para el filamento. Seguramente esté en lo cierto, de todas formas dejo en la sección 3D los topes que he diseñados para reponer en mis locomotoras por si alguien quiere reproducirlos. Y si utiliza este consejo y le funciona bien o mal me gustaría saberlo (mande un email). Debajo de aquí dejo tres artículos para poder hojear que hablan sobre el tema desde diferentes puntos de vista.
Enlaces:
Ajustes de impresión 3D que afectan a la resistencia de las piezas
Como orientar piezas en impresora de resina: Guía de 2026
Claves para mejorar la estabilidad y resistencia en impresión 3D
Video
 | AUMENTA LA RESISTENCIA en tus Piezas Impresas en 3D ¿QUE ORIENTACIÓN ES MEJOR en Impresión 3D?Seguro que más de uno se ha planteado está pregunta (o no) pero está claro que LA ORIENTACIÓN es un ASPECTO CLAVE a la hora de mejorar la resistencia en nuestras piezas impresas en 3D. |